
OSG New Product Announcement 12/19/25
21st Dec 2025
December 19, 2025 To our valued Distributors and Customers, New Product Announcement: We are pleased to announce the following new additions to the OSG product line-up: New P…
21st Dec 2025
December 19, 2025 To our valued Distributors and Customers, New Product Announcement: We are pleased to announce the following new additions to the OSG product line-up: New P…

21st Dec 2025
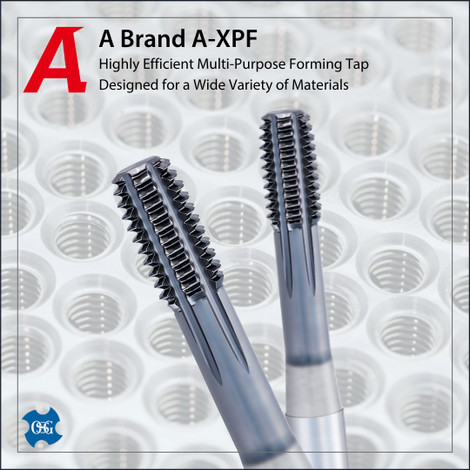
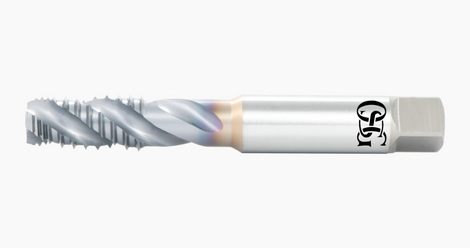
We are pleased to announce the expansion of our A Brand A-Tap series with the introduction of the A-OIL-XPF. The A Brand A-XPF is a series of advanced performance, multi-purpose forming…

21st Dec 2025
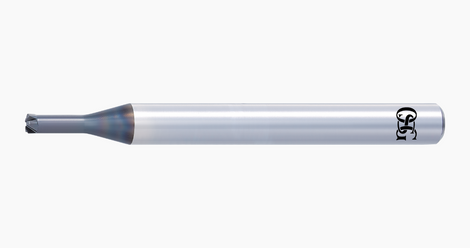
We are pleased to announce the expansion of our A Brand A-SFT series with the introduction of the A-SFT-LH. OSG’s A-Tap is an all-purpose tap series designed to simplify tool managemen…

21st Dec 2025
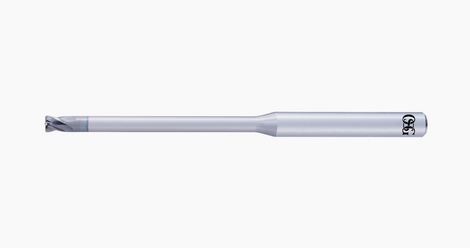
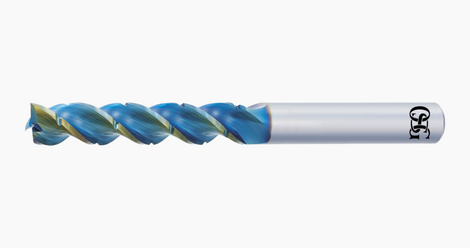
We are pleased to announce the introduction of the HY-PRO® CARB VGM3-AL-LN, a high-performance long neck design addition to our existing VGM3-AL series. This latest evolution of Variable…
18th Dec 2025
Wishing You a Happy Holiday Season from everyone at OSG Canada! As we celebrate this festive time of year, please note our adjusted holiday schedule. OSG will operate during regular business hours, ex…
10th Nov 2025
Now until November 28th....…
1st Nov 2025
New Features on our Website! We’re excited to announce several new features and improvements that ha…
1st Oct 2025
Dear Valued OSG Distributor, The current economic climate has introduced significant market fluctuations and inflationary trends, impacting the financial landscape of numerous sectors. This has…
1st Aug 2025
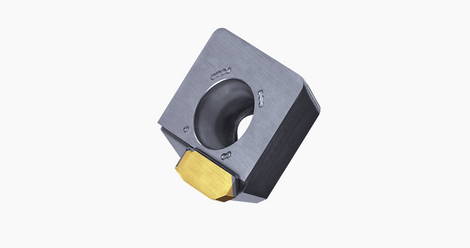
We are pleased to announce the expansion of our PHOENIX® indexable series with our latest insert! The OSG PHOENIX® PSF & PSFL MCD insert is a 90° Indexable Shoulder Cutter for Face Mil…
1st Aug 2025
We are pleased to announce the expansion of our A Brand AE-CPR4-H End Mill series to now include additional sizes in our offering! The A Brand AE-CPR4-H is a series of advanced performance four-fluted…
1st Aug 2025
We are pleased to announce the expansion of our EXOCARB® End Mill Series with the release of the EXOCARB® SEP-EL! The EXOCARB® SEP-EL is a series of DLC coated carbide end mills for super…

1st Aug 2025
We are pleased to announce the expansion of our EXOCARB® End Mill Series with the release of the EXOCARB® WXL-EBM! The EXOCARB® WXL-EBM is a series of premium performance carbide end mills…

1st Aug 2025
We are pleased to announce the expansion of our A Brand ADO-40D & 50D drill series to now include additional sizes in our offering! The A Brand ADO is a series of high-performance coolant-fed carb…

1st Aug 2025
We are pleased to announce the expansion of our A Brand AE-H Series with the release of the A Brand AE-CPR2-H! The A Brand AE-CPR2-H is a series of advanced performance two-fluted long neck corner rad…
1st Aug 2025
To our valued Distributors and Customers New Product Announcement: We are pleased to announce the following new additions to the OSG product line up: The A Brand ADO-40D & ADO-50D High Performance…

24th Jun 2025
Thank you for your continued patronage of OSG products. It has come to our attention that, in recent years, counterfeit products bearing unauthorized imitations of our corporate logo have entered circ…
2nd Jun 2025
Dear Valued OSG Partner, The current economic climate has introduced significant market fluctuations and inflationary trends, impacting the financial landscape of numerous sectors. This has resulted i…
26th Feb 2025
Try our New Bulk Product Number Search Tool Now! Our bulk search allows for rapid querying of a single or multiple items at once. Significantly cutting down the time needed to obtain pricing, check st…
3rd Feb 2025
To our valued Distributors and Customers, New Product Announcement: We are pleased to announce the following new additions to the OSG product line up: The A Brand A-XPF - Highly Efficient Multi-Purpos…
3rd Feb 2025
We are pleased to announce the expansion of our A Brand A-Tap series to now include the A-XPF. The A Brand A-XPF is a series of advanced performance multi-purpose forming taps designed to excel in a w…

4th Nov 2024
We are pleased to announce the expansion of the A Brand Thread Mill series with the addition of the NPS-style AT-1! The A Brand AT-1 is an advanced performance one-pass thread mill suited for a variet…
4th Nov 2024
We are pleased to announce the expansion of the A Brand A-Tap Series with the addition of the A-NPTF to our A-Pipe Tap offering! The A Brand A-NPTF is an advanced performance pipe tap suitable for a v…

4th Nov 2024
We are pleased to announce the expansion of our PHOENIX® Indexable End Mill lineup with the latest addition to the PHOENIX® PXAL DLC coated exchangeable head end mills, designed for non-ferrous materi…

4th Nov 2024
We are pleased to announce the expansion of our A Brand AE-N end mill series to now include the AE-TS-N! The A Brand AE-TS-N is a series of advanced performance DLC coated end mills for non-ferrous ma…
4th Nov 2024
We are pleased to announce the expansion of our A Brand AE-N end mill series to now include the AE-NIK-TL-N! The A Brand AE-NIK-TL-N is a series of advanced performance DLC coated end mills for non-fe…

4th Nov 2024
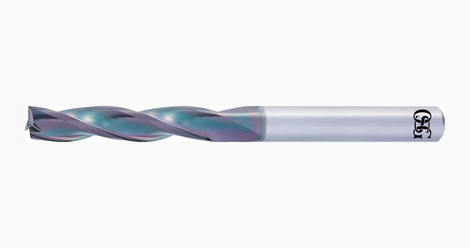
We are pleased to announce the release of the HY-PRO® CARB ALD Carbide Drill Series! The HY-PRO® CARB ALD is a performance carbide drill for non-ferrous materials.The following list numbers are associ…
4th Nov 2024
We are pleased to announce the release of the PHOENIX® PFDC & Inserts for Non-Ferrous Materials! The PHOENIX® PFDC is an exchangeable face mill cutter perfect for small machining centers.The follo…

4th Nov 2024
We are pleased to announce the expansion of our SynchroMaster Tap Holder series to now include an inch straight offering! The SynchroMaster is a next generation synchronized tap holder designed to tur…
4th Nov 2024
We are pleased to announce the release of our A Brand AE-HFE-H end mill series! A Brand AE-HFE-H is a series of advanced performance end mills for high-hardness steels.The following list numbers are a…

4th Nov 2024
We are pleased to announce the expansion of our EXOCARB® WXL-CR-EDS end mill series to now include inch size offerings! The EXOCARB® WXL-CR-EDS is a series of premium high performance carbide end mill…
31st Oct 2024
Dear Valued Partner: Effective December 1, 2024, OSG Canada Ltd. will be implementing a 5% price increase on all standard catalog and special items. As always, the current catalog List Prices can be…

30th Sep 2024
OSG Canada Ltd detected a cyber security incident in the morning of September 25th, 2024.The company took immediate steps to contain the incident and has launched an investigation into the nature and…

30th Sep 2024
OSG Canada Ltd detected a cyber security incident in the morning of September 25th, 2024.The company took immediate steps to contain the incident and has launched an investigation into the nature and…
1st May 2024
To our valued Distributors and Customers, OSG Canada, LTD. is excited to announce the upcoming deployment of its new company-wide Enterprise Resource Planning (ERP) system, along with an upgraded…

5th Apr 2024
AE-VTSS - Anti-vibration carbide end mill compatible with sliding head lathes Byline: Kotaro Niimi, OSG Corporation Applications Engineer (End Mill Development Division) In the world of manufac…
23rd Jan 2024
To Our Valued Partners:Effective April 1, 2024, OSG CANADA LTD will be implementing a general 2.5% price increase on all standard catalog items.As always, the current List Prices can be found on our w…
17th Jan 2024
Dear Valued Distributors and Customers,We are pleased to announce the release of OSG’s Tooling Solutions Product Catalog!This new catalog includes many helpful new features to make it even easier to f…
1st Jan 2024
To our valued Distributors & Customers:We are pleased to announce the following new additions to the OSG product line up:HY-PRO® CARB VGM Series Expansion:NEW! List #VGM5-NIK HY-PRO® CARB VGM5-NIKNEW!…

27th Nov 2023
Stable and high efficiency in small diameter deep-hole applications.- Hiroyuki Amano, OSG Corporation Applications Engineer (Drill Development Division)OSG Corporation has recently released the ADO-MI…
3rd Oct 2023
We are pleased to announce the expansion of our PHOENIX® PDZ offering with the addition of the NEW PDZ-3D indexable flat drill.The following list numbers are associated with the OSG PHOENIX® PDZ Serie…

3rd Oct 2023
We are announcing the phase out and discontinuation of the following list numbers:Limited quantities of the above products continue to be available, while supplies last. …
2nd Oct 2023
We are pleased to announce the expansion of our HY-PRO® CARB VGM end mill series with the addition of the NEW VGM3-AL! The HY-PRO® CARB VGM3-AL is a is a series of Variable Geometry end mills for High…

28th Apr 2023
Ultra-machining efficiency and stability in steel applications- Takahiro Yamamoto, OSG Corporation Applications Engineer (Drill Development Division)Three-flute drills are commonly employed in manufac…
9th Feb 2023
IntroductionWorking with CNC machines that are not precise and versatile can make the machining process challenging. For this reason, engineers opt for non-cut-and-dried vertical milling machines. How…

12th Dec 2022
There are almost as many distinct variations of CNC tools as there are finished products that could be milled. If you are familiar with the functions these tools perform, it will be much more straight…
Downloading may take time depending on number of products.