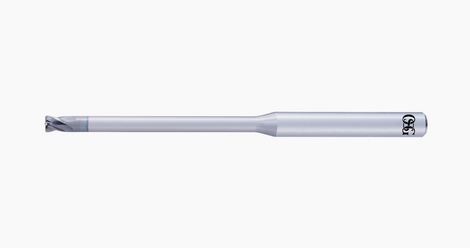
OSG Canada Announces the Release of the HY-PRO® CARB VGM-NI for High Performance Milling of Nickel Alloys
1st Apr 2026
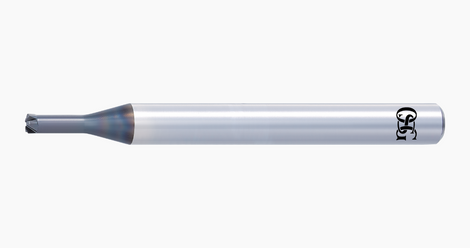
We are pleased to announce the release of the HY‑PRO® CARB VGM‑NI, a high‑performance variable geometry end mill engineered specifically for high‑speed machining in nickel alloys. Designed to deli…